

서 론
탄성파 축소모형 실험은 탐사 장비, 탐사 대상 등을 축소하여 탄성파 자료를 취득하는 실내 실험으로 실제 탄성 매질에 파가 전파하기 때문에 현장 탐사와 유사하다는 장점이 있다(Choi et al., 1995). 탄성파 축소모형 실험에서 연구 목적에 적합한 자료를 취득하고 분석 및 해석을 수행하기 위해서는 탐사 대상인 모델을 설계 및 제작하는 것이 중요하다. 일반적인 모델 제작 방법에는 절삭 가공이 있다. 절삭 가공으로는 단순한 수평 구조 모델, 암염 돔, 균열 모델, 돔 모델, 채널 및 단층을 모사한 복합 모델 등 다양한 모델에서 탄성파 축소모형 실험이 수행되었다(Ebrom et al., 1989; Yin et al., 2011; Stewart et al., 2013; Kim et al., 2020; Lim et al., 2021). 절삭 가공 이외에 모델을 제작할 때는 실제 암석 코어를 이용하거나 모래알과 에폭시를 성형하여 탄성파 축소모형 실험에 활용하기도 한다(Wang et al., 2009; Zhu and Toksöz, 2014; Wang et al., 2015). 그러나 기존의 모델 제작 방법은 모델 내부의 공극률과 같은 지구물리 물성을 제어하기 어렵다. 따라서 다공성 모델에 대한 지구물리 연구 수행을 하기 위하여 공극률 제어와 같은 내부 물성의 미세한 조절이 가능한 새로운 모델 제작 방법이 필요하다.
최근 3D 프린팅이 여러 연구 분야에서 활용되고 있으며, 탄성파 축소모형 실험에서도 매질에 따른 탄성파 속도 분석, 지질학적 모델에서의 활용뿐만 아니라 다공성 모델을 모사하고 연구를 수행하기 위해 사용되고 있다. Kim et al. (2017)은 FDM (fused deposition modeling)에서 재료로 사용하는 필라멘트에 따른 P파 및 S파 속도를 측정하여 탄성파 축소모형 실험에서 3D 프린팅 활용을 위한 기초 연구를 수행하였으며, Park et al. (2022)는 3D 프린팅을 활용하여 로스앤젤레스의 분지 구조를 모사하고 표면파와 산란 등을 분석하였다. 3D 프린팅을 활용하여 다공성 모델을 모사하고 수행한 선행 연구는 다음과 같다. Huang et al. (2015, 2016)는 FDM의 3D 프린터를 활용하여 공극률이 약 24%인 페니모양의 다공성 모델을 제작하고 모델 내부에 물을 포화시켜 P파와 S파의 속도를 측정하였다. Dande et al. (2017)은 공기를 포화시킨 다공성 모델과 프로판트를 포화시킨 다공성 모델에서 탄성파 축소모형 실험을 수행하여 탄성파 속도를 측정하고 유체에 따른 특성을 분석하였다. Dande et al. (2018)은 공극률이 약 24%인 다공성 모델을 FDM 3D 프린터로 출력한 후 공극 내에 물, 오일, 글리세롤(glycero)을 포화시키고 탄성파 속도와 이방성에 대한 연구를 수행하였다. Zerhouni et al. (2018)은 공극 크기에 따른 다공성 모델을 제작하고 공극 크기 및 종횡비에 따른 탄성 특성 분석에 관한 연구를 수행하였다. Kim et al. (2024)는 FDM의 3D 프린터로 공극 크기에 따라 다공성 모델을 출력하고 공기, 물, 얼음을 포화시켜 탄성파 축소모형 실험을 수행하고 시간 영역과 주파수 영역에서 공극률 및 유체 종류에 따른 특성을 분석하였다.
3D 프린팅을 활용하여 다공성 모델을 제작하고 탄성파 축소모형 실험을 수행한 연구들은 주로 특정한 공극률에 대한 분석을 중점적으로 수행되었으며, 공극률 변화에 따른 탄성파 특성 분석에 대한 연구가 미흡하였다. 다공성 모델에서 공극률에 따라 탄성파 특성은 변화하기 때문에 공극률에 대한 분석을 수행하기 위해서는 공극률을 제어하여 다공성 모델을 설계 및 제작하는 기술도 중요하다. 따라서 본 연구에서는 3D 프린터를 사용하여 공극률을 제어하고 다공성 모델을 출력하기 위하여 적합한 3D 프린팅 방법을 찾고 출력한 다공성 모델을 탄성파 축소모형 실험에 활용하고자 연구를 수행하였다.
3D 프린팅을 활용한 다공성 모델 모사
다공성 모델 설계 및 출력
먼저 다공성 모델 제작에 적합한 3D 프린팅 방법을 확인하기 위하여 보편적으로 사용하는 3D 프린팅 방법인 FDM과 SLA (stereolithography apparatus)로 다공성 모델을 출력하였다. FDM은 필라멘트를 노즐을 통해 녹인 후 압출하여 출력하는 방식으로 널리 상용화된 3D 프린팅 방법 중 하나이다(Kristiawan et al., 2021). 주로 PLA (poly lactic acid), ABS (acrylonitrile butadiene styrene) 필라멘트를 사용하며, 이외에 탄성을 가진 TPU (thermoplastic polyurethane) 등이 있다. SLA는 광경화성 수지에 빛을 비추어 경화시키고 3차원 물체를 제작하는 방법이며, 레진을 주로 사용한다(Redwood et al., 2017). FDM은 출력 속도가 빠르고 재료의 가격이 저렴하지만 비교적 품질이 낮으며, SLA는 정밀성이 높고 출력물 표면이 부드럽지만 사용할 수 있는 재료가 제한적이고 비싸다는 단점이 있다(Table 1).
Table 1.
Advantages, disadvantages, and materials of FDM and SLA.
공극률에 따른 다공성 모델을 출력하기 위하여 총 공극의 수를 조절하여 모델을 설계하였으며, 공극의 크기는 2 mm, 모델 크기는 25 mm의 정육면체이다(Fig. 1). 각 축의 공극 수가 동일하게 하기 위하여 총 공극의 수를 설정하였으며, 모델 1의 총 공극 수는 729개, 모델 2는 1000개, 모델 3은 1331개, 모델 4는 1728개이다. 설계한 모델의 공극의 부피와 모델 전체 부피로 공극률을 계산했을 때, 모델 1은 23.2%, 모델 2는 30.0%, 모델 3은 38.0%, 모델 4는 47.2%이다(Table 2). 다공성 모델은 공극 내에 유체 주입이 가능하도록 X, Y축에 통로를 추가하였다.
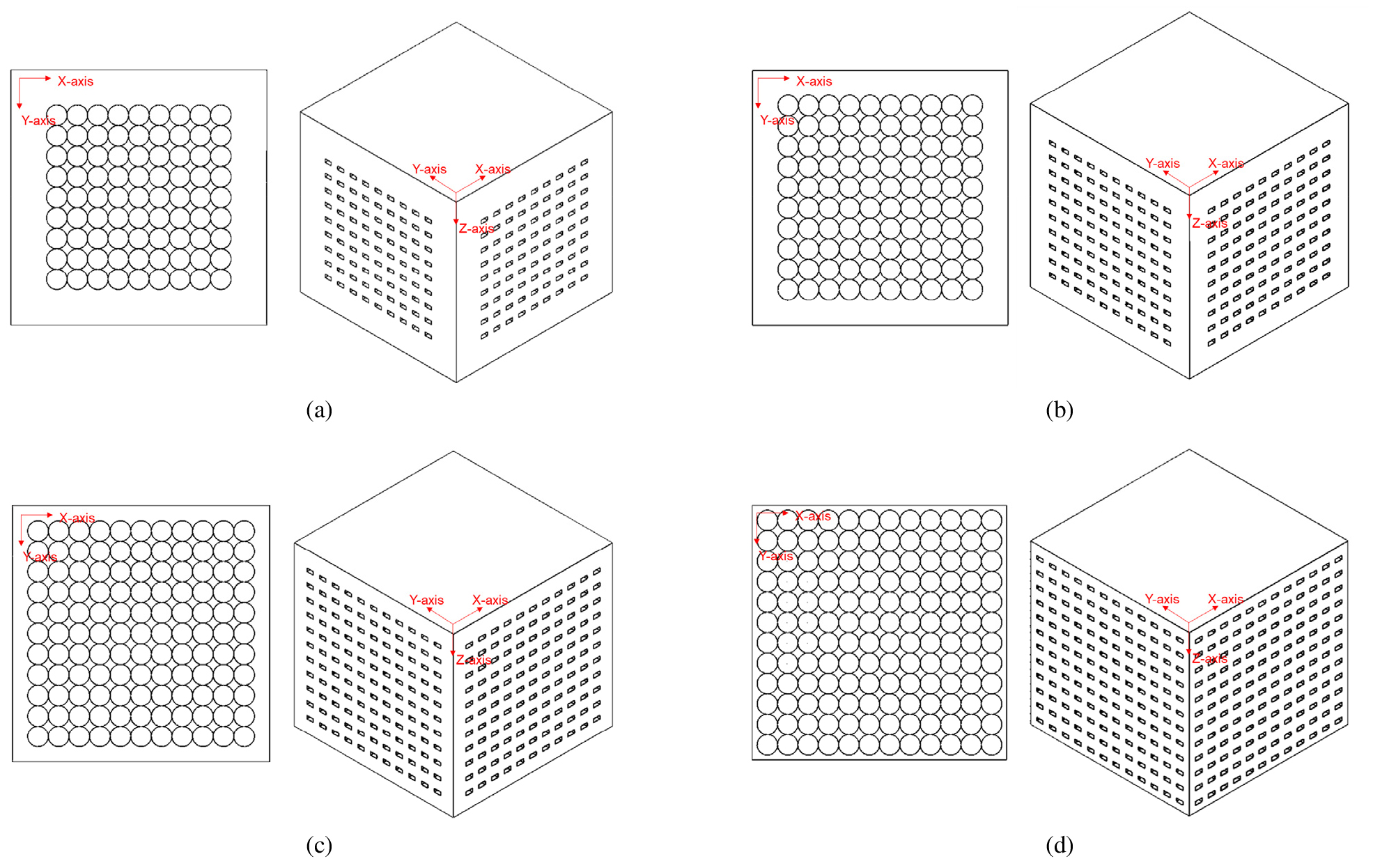
Table 2.
Number of pore and porosity of porous models.
| Design Model | 3D Printed model | Number of pore | Designed porosity (%) |
| Model 1 | Sample 1, 5 | 729 | 23.2 |
| Model 2 | Sample 2, 6 | 1000 | 30.0 |
| Model 3 | Sample 3, 7 | 1331 | 38.0 |
| Model 4 | Sample 4, 8 | 1728 | 47.2 |
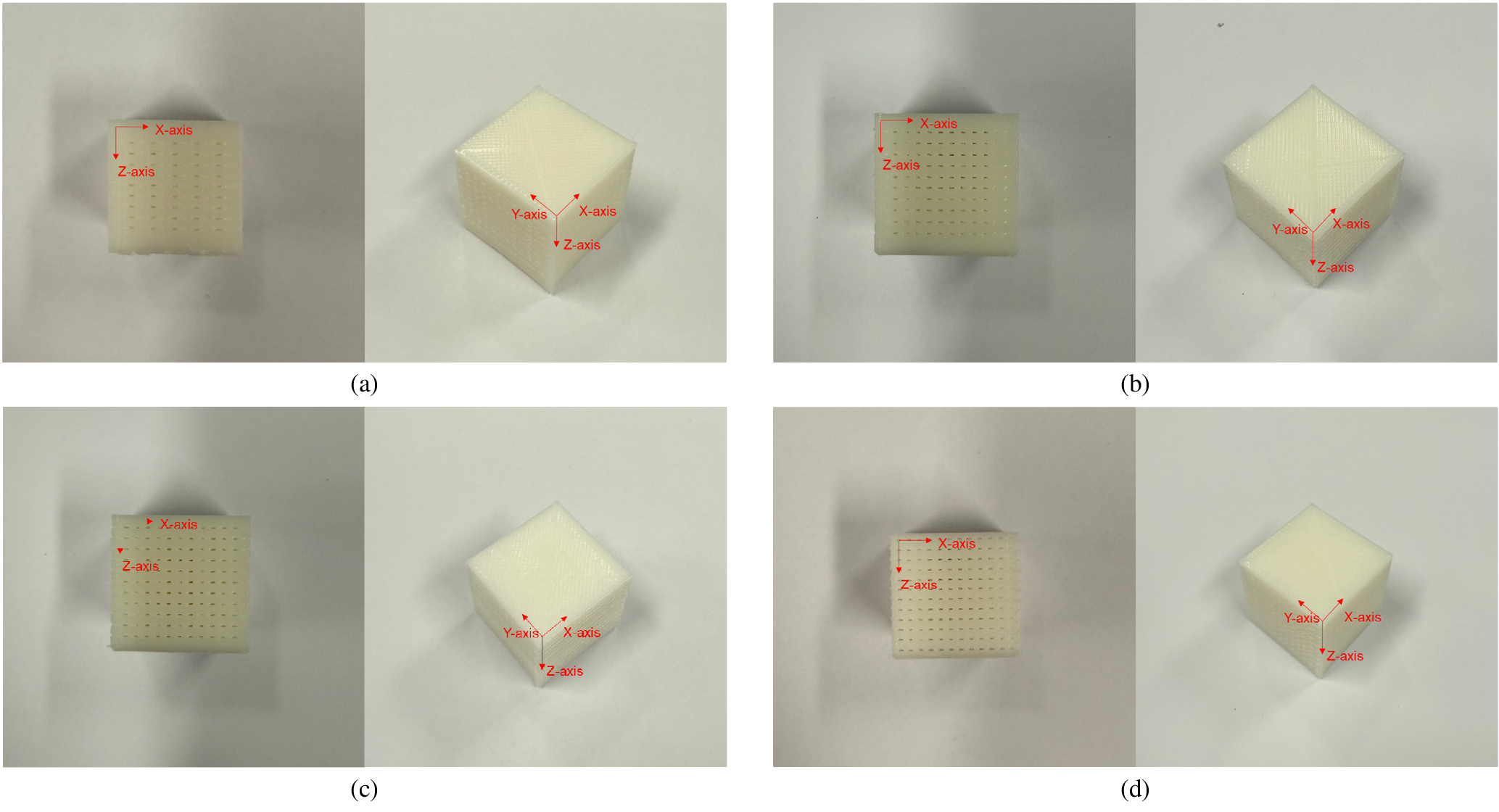
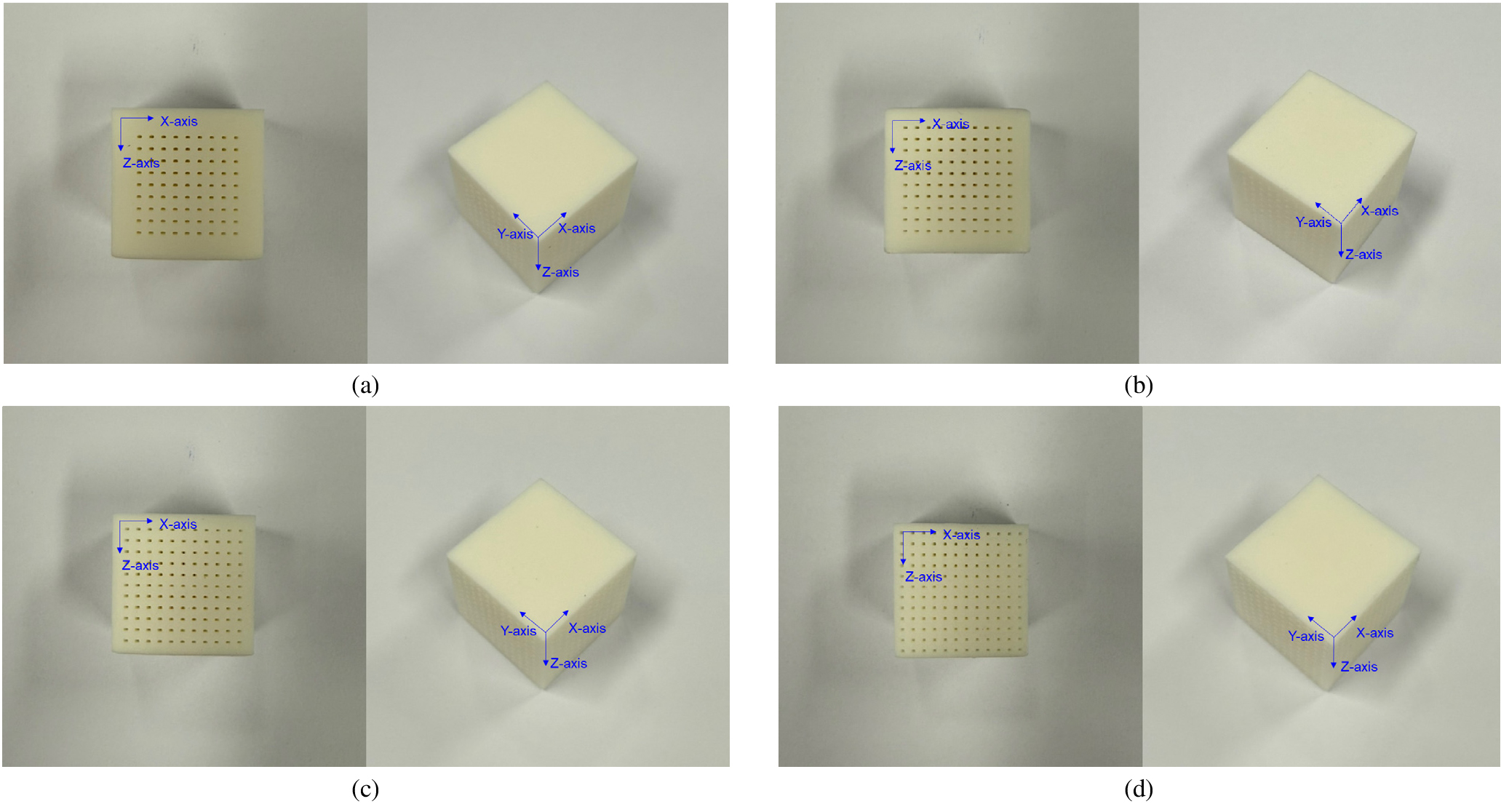
설계한 다공성 모델을 바탕으로 FDM 방법은 PLA 필라멘트를 이용하여 적층 두께 0.2 mm로 설정하여 출력하였으며, PLA 필라멘트의 P파 속도는 약 2150 m/s이다. SLA 방법에서는 Standard resin을 이용하여 적층 두께 0.1 mm로 출력하였으며, P파 속도는 약 2550 m/s이다. 출력한 샘플의 1,5는 모델 1의 설계도를 바탕으로 출력하였으며, 샘플 2, 6은 모델 2, 샘플 3, 7은 모델 3, 샘플 4, 8은 모델 4와 동일하다(Table 2). Fig. 2는 FDM 3D 프린터로 출력한 다공성 모델이며 Fig. 3은 SLA 프린터로 출력한 다공성 모델이다.
공극률 측정
출력한 다공성 모델의 공극률을 측정하기 위하여 식 (1)을 이용하여 공극 부피()를 산출하고 식 (2)를 통해 공극률을 측정하였다. 식 (1)의 은 공극이 없는 모델의 질량이며, 은 다공성 모델의 질량, 는 모델의 밀도이다. 공극 부피를 산출한 이후에 식 (2)를 활용하여 다공성 모델의 공극률을 측정하였으며, 는 모델의 전체 부피, 는 공극률이다.
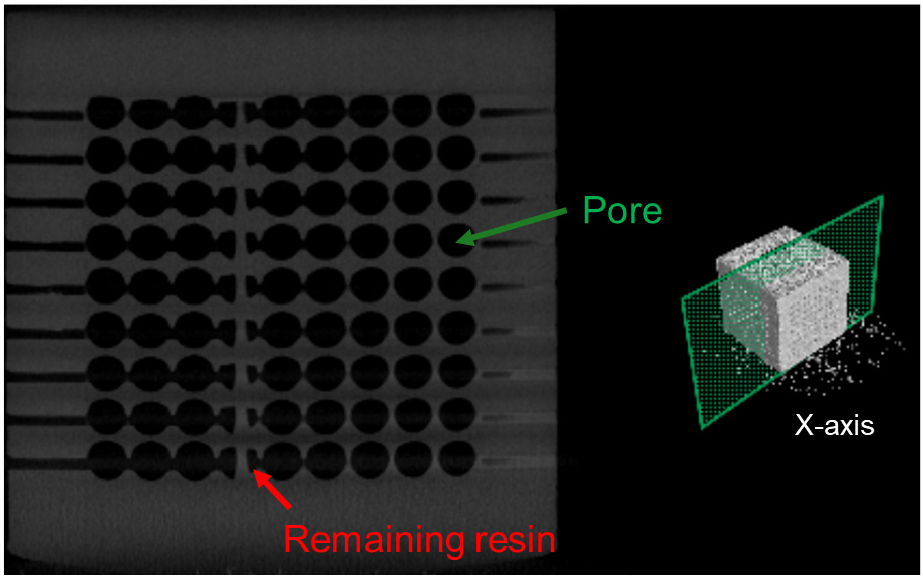
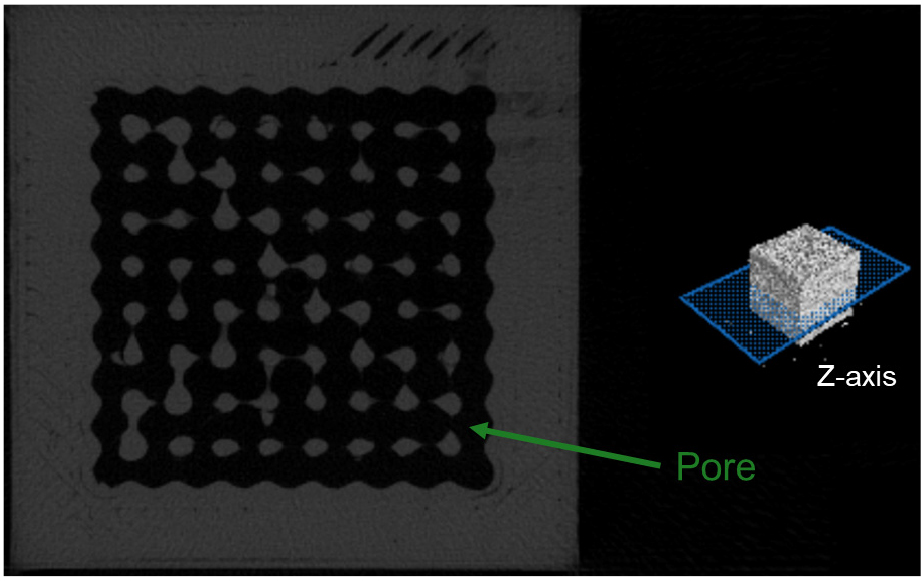
공극률 측정 결과, 샘플 1은 23.4%, 샘플 2는 30.2%, 샘플 3은 38.3%, 샘플 4는 47.6%, 샘플 5는 15.6%, 샘플 6은 21.8%, 샘플 7은 27.6%, 샘플 8은 36.3%로 측정되었다(Table 3). 동일한 설계도를 이용하여 다공성 모델을 출력하였지만 3D 프린팅 방법에 따라 공극률이 다르게 측정되었다. 측정한 공극률을 검증하기 위하여 다공성 모델 설계도를 바탕으로 계산한 공극률과 비교하였으며, FDM 방법으로 출력한 샘플에서 측정한 공극률과 공극률 설계 값의 오차가 약 0.8%로 유사하였으나 SLA 방법으로 출력한 모델은 오차가 큰 것을 확인하였다(Table 4). SLA는 레진을 이용하기 때문에 출력 과정 중에 공극 내 레진이 남아있기 때문에 공극률의 오차가 크게 발생했다고 생각하였다. 따라서 공극 내부를 확인하기 위하여 micro-CT를 촬영하였으며, 공극 내에 레진이 남아있는 것을 확인하였다(Fig. 4). 출력 과정에서 공극 내 남아 있는 레진을 제거하기 위하여 이소프로필알코올(IPA)을 사용하였지만 레진을 제거하기에는 한계가 있었다. 추가적으로 PLA로 출력한 다공성 모델에서 micro-CT를 촬영하여 내부를 확인하였으며, 공극 내부가 막힘없이 연결된 것을 확인하였다(Fig. 5). 따라서 본 연구에서는 PLA로 출력한 다공성 모델을 탄성파 축소모형 실험에 활용하였다.
Table 3.
Measured porosity of printed porous models.
Table 4.
Comparison of porosity between theoretical and measured value.
다공성 모델에서의 탄성파 축소모형 실험
자료 취득
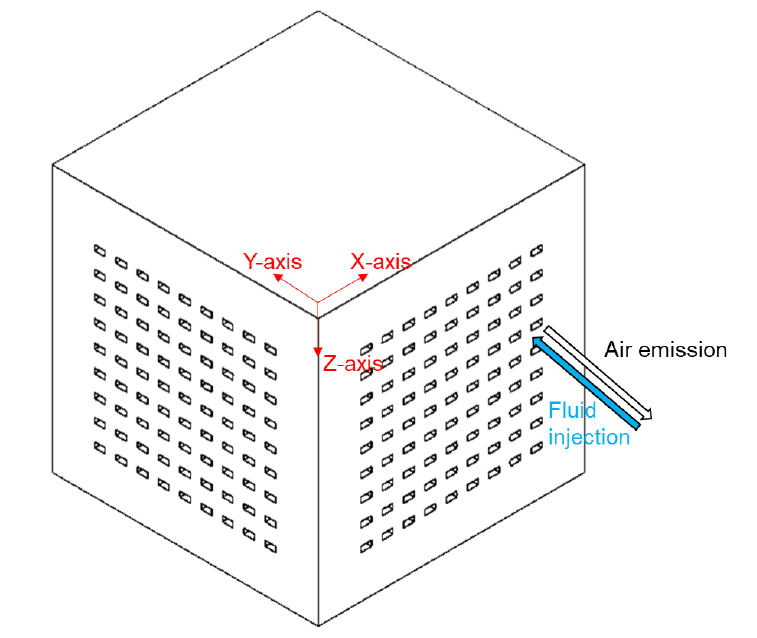
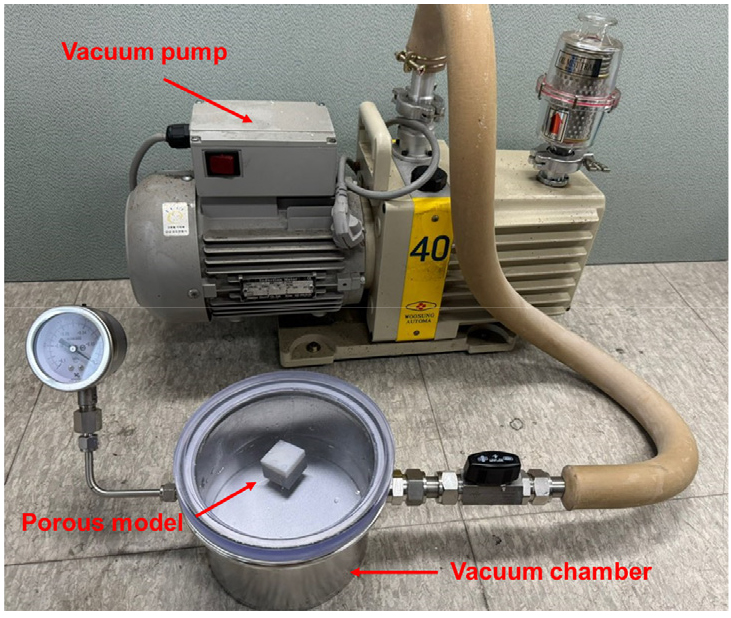
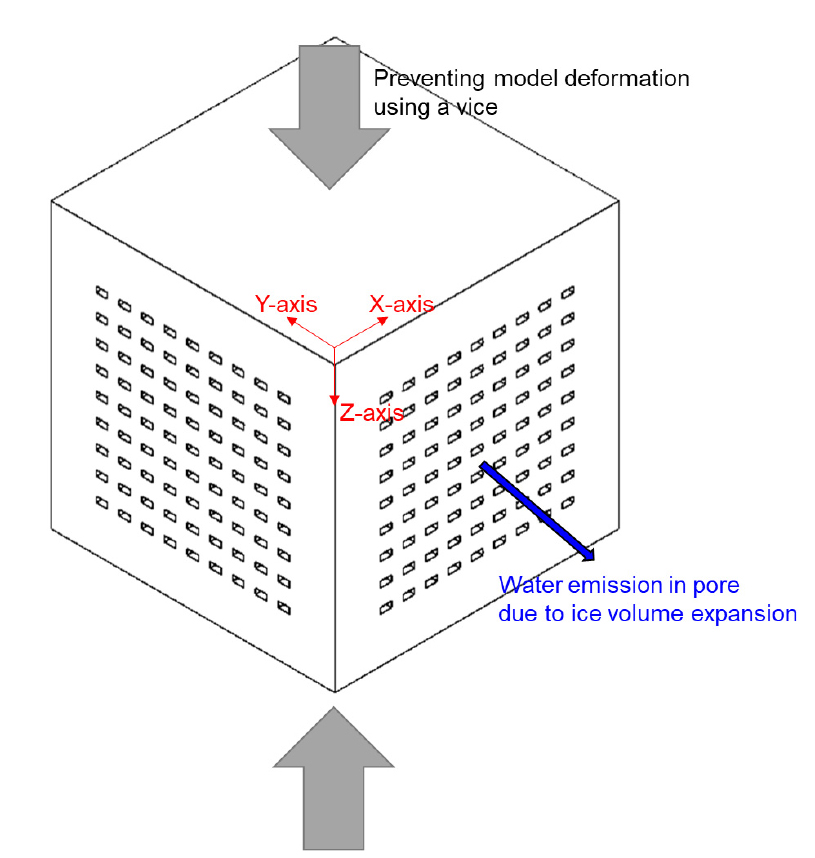
본 연구에서 출력한 다공성 모델은 유체의 주입을 원활하게 하기 위해 통로가 있다. 해당 통로로 유체 주입이 가능하기도 하지만 배출되기도 한다(Fig. 6). 유체를 주입하여 실험을 수행했을 때, 유체가 배출되어 공극률에 대한 정확한 분석이 어려울 수 있기 때문에 본 연구에서는 공극 내에 고체인 얼음을 포화시켰다. 얼음을 포화시키기 위해 공극 내에 물을 주입 후 동결시켰으며, 진공 챔버 내에 다공성 모델을 수침시키고 진공 펌프를 가동하여 물을 주입하였다(Fig. 7). -25℃에서 24시간 동안 동결시켰으며, 얼음의 팽창으로 모델이 변형되는 것을 방지하기 위하여 Z축을 바이스로 고정시켰다. 또한, X, Y축의 통로를 통해 부피 팽창으로 인한 물이 배출될 수 있게 하여 모델의 변형을 방지하였다(Fig. 8).
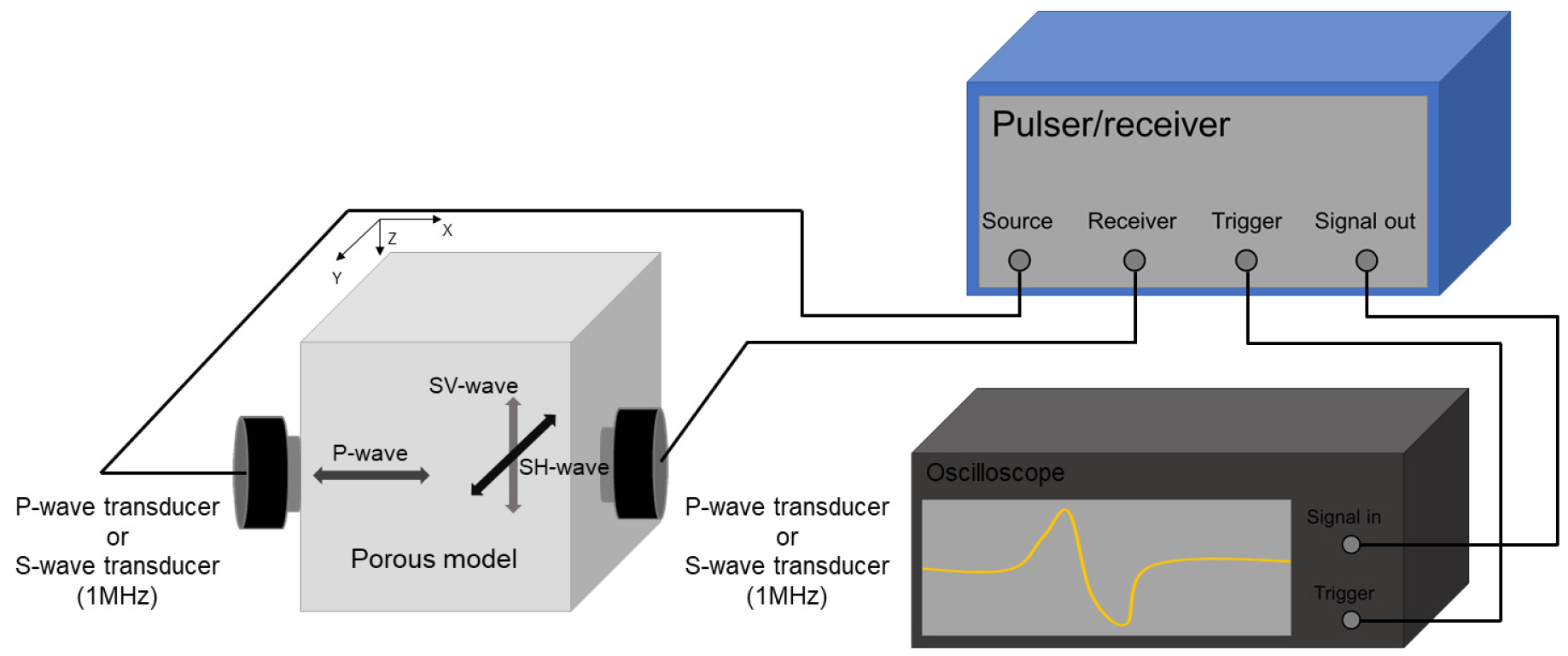
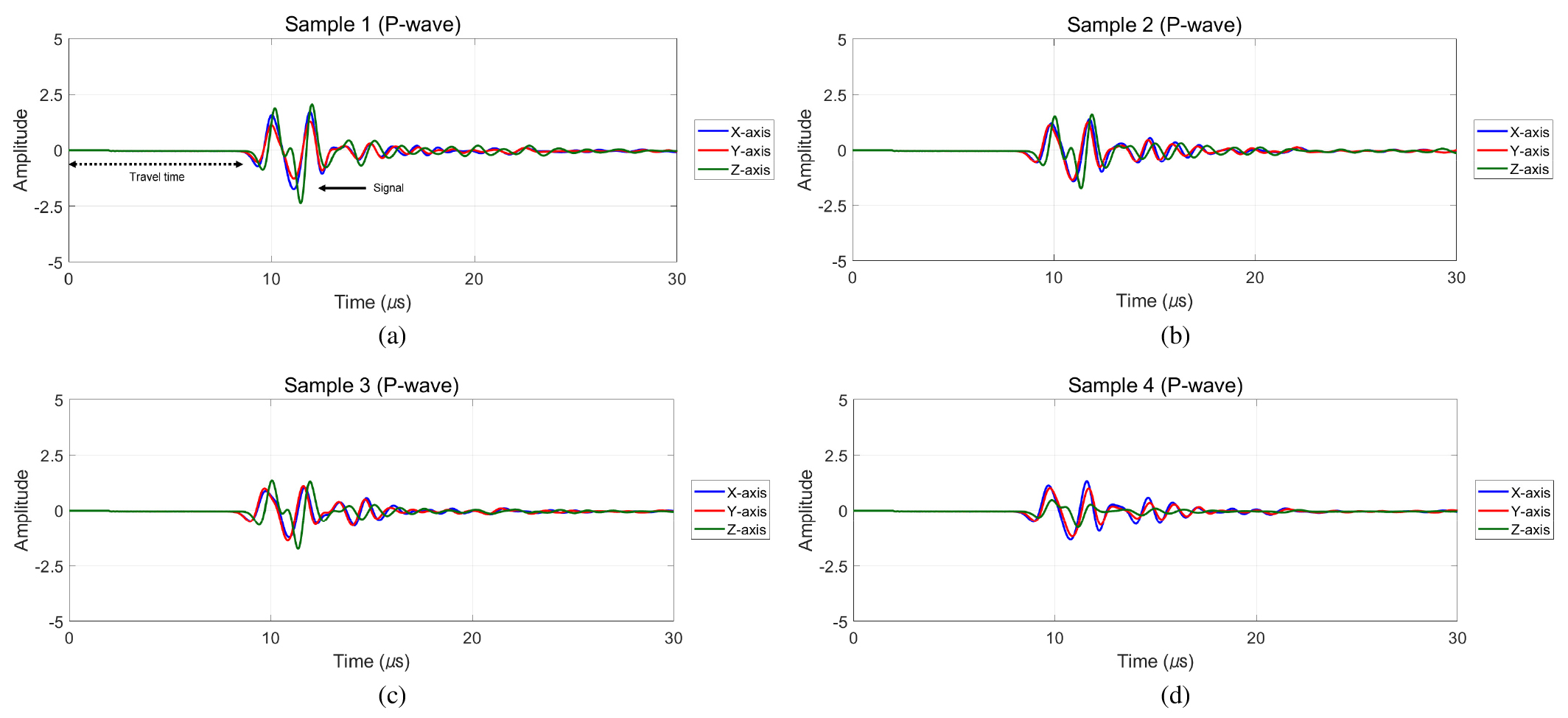
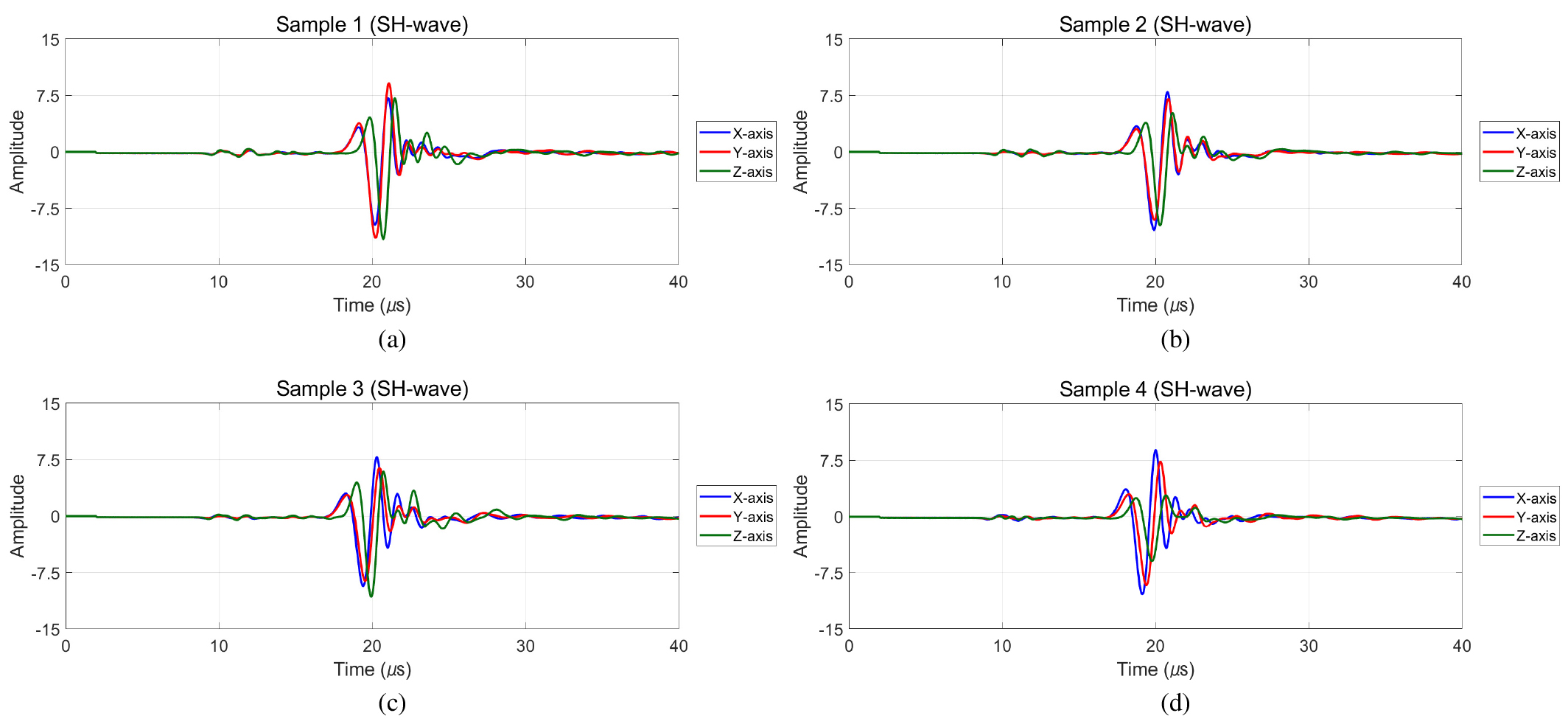
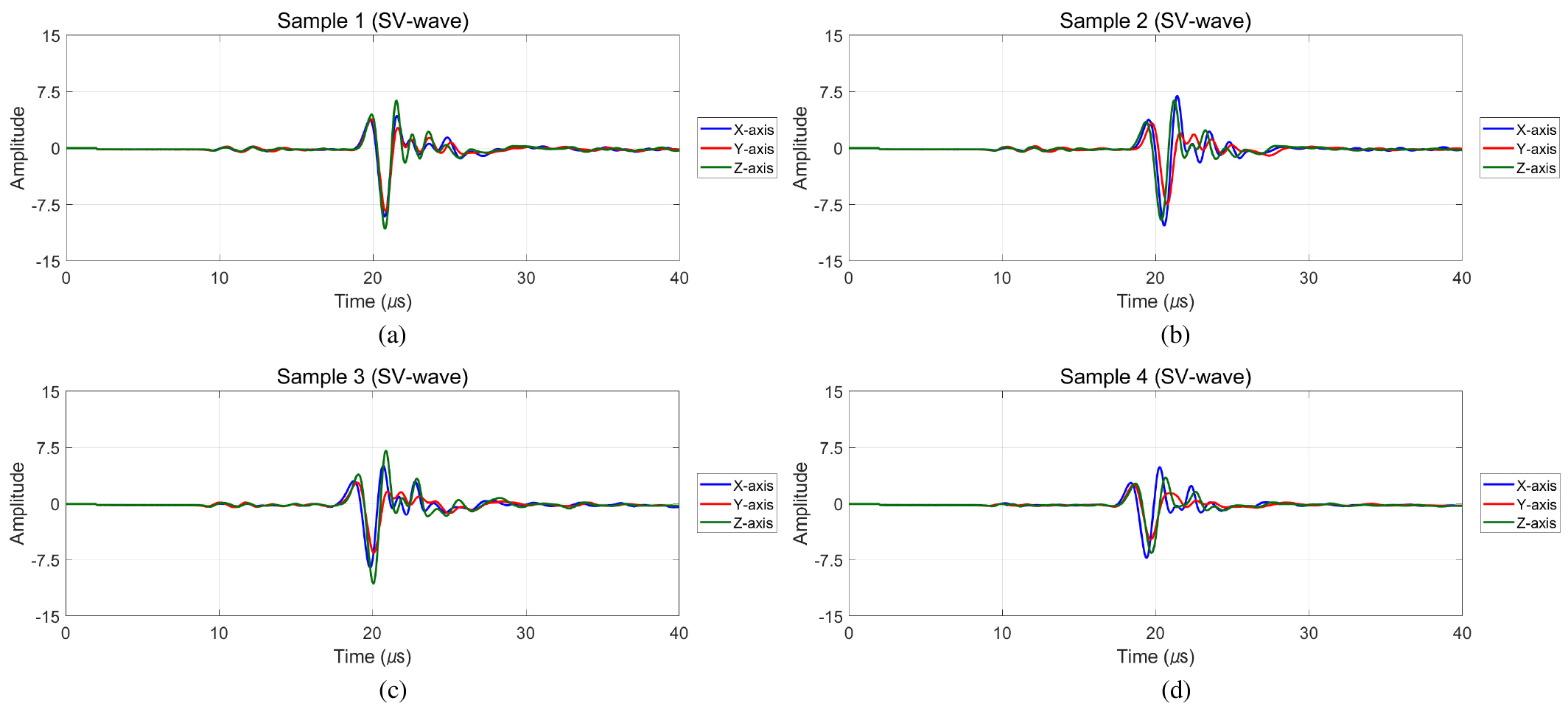
3D 프린팅으로 제작한 다공성 모델을 탄성파 축소모형 실험에 적용할 수 있는지 확인하고 공극률에 따른 탄성파 속도를 분석하기 위하여 탄성파 축소모형 실험을 수행하였다. 얼음을 포화시킨 다공성 모델의 3축(X, Y, Z)에서 P파, SH파, SV파를 취득하였다. P파 자료 취득 시에는 P파 트랜스듀서를 모델의 양 옆에 고정시킨 후 자료를 취득하였다. S파 자료 취득 시, S파 트랜스듀서를 SH파가 전파하는 방향으로 고정시킨 후에 SH파를 취득하였으며, SV파는 SH 전파 방향에서 90°로 트랜스듀서를 회전시켜 SV파를 취득하였다. Fig. 9는 탄성파 축소모형 실험의 모식도로 음원 및 제어 장비로 pulser/receiver를 이용하였으며, 자료 저장 장비로 오실로스코프, 음원 및 수신기로 1 MHz의 P파 및 S파 트랜스듀서를 사용하였다. Fig. 10,11,12는 얼음을 포화시킨 다공성 모델에서 취득한 P파, SH파, SV파의 파형이며, 0-2 μs 부근에서 생긴 트리거 잡음은 뮤팅으로 제거하였다. 취득한 P파 및 S파 파형에서 Z축의 도달 시간이 다른 축에 비해 늦게 도달한 것을 확인할 수 있으며, 이와 같은 현상은 3D 프린팅이 적층 방식이기 때문에 적층 방향인 Z축에 대해 도달 시간이 다르게 측정되었다고 생각된다. 또한, 취득한 파형들에서 진폭 값이 각 축 및 공극률에 따라 일정한 트랜드가 보이지 않는데 이는 자료 취득 과정에서 트랜스듀서에 일정한 힘이 가해지지 않아서 나타났다고 생각된다.
공극률에 따른 탄성파 속도 분석
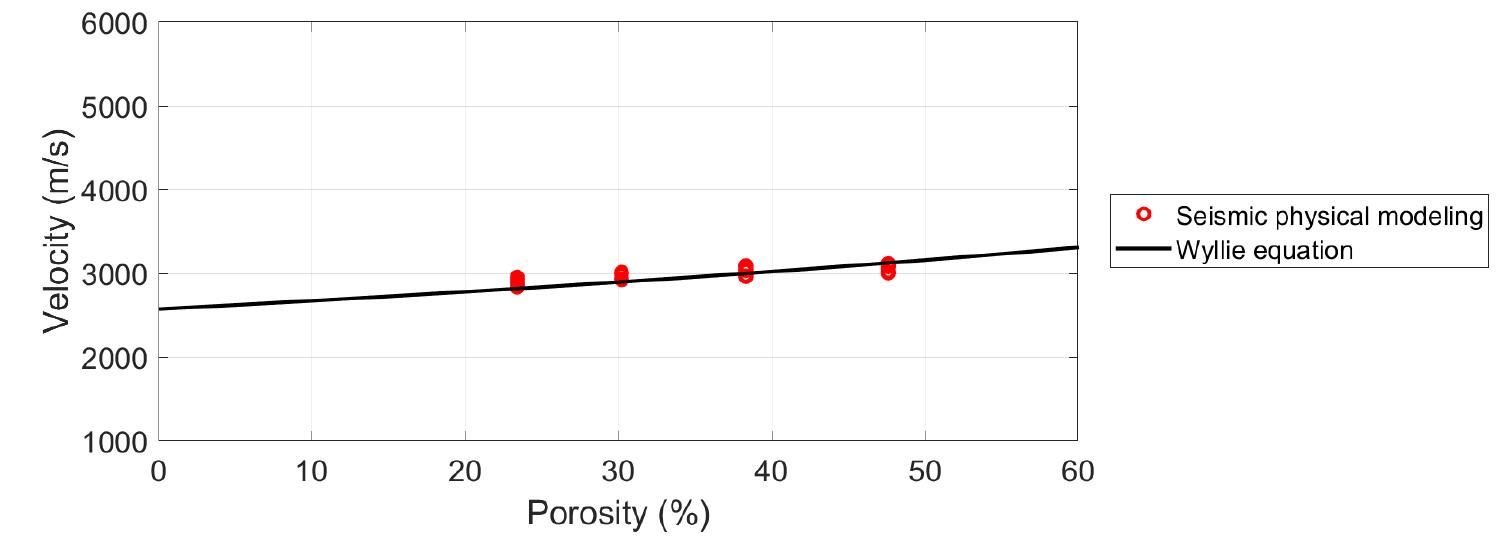
탄성파 축소모형 실험을 통해 취득한 파형에서 도달 시간을 추출하고 공극률에 따른 속도를 분석하였으며, 도달 시간은 0 μs부터 신호까지의 시간을 의미한다. Table 5는 얼음이 포화되어 있는 다공성 모델의 공극률에 따른 속도이다. 공극률이 증가할수록 P파 속도가 증가하는 것을 확인할 수 있으며, 이러한 현상은 얼음에서 탄성파 전파 속도가 약 4100 m/s로 모델을 구성하고 있는 PLA의 속도보다 빠르기 때문에 이와 같은 현상이 나타났다고 생각된다. 얼음에서 탄성파 전파 속도는 다공성 모델과 통일한 탐사 환경에서 취득한 속도이다. 분석한 공극률에 따른 P파 속도 결과를 검증하기 위하여 속도로 공극률을 산출하는 Wyllie 이론과 비교하였다. Wyllie 이론은 식 (3)과 같으며, 는 P파 속도, 는 공극 내 유체 속도, 은 모델의 속도, 은 공극률이다(Wyllie et al., 1956).
Table 5.
Seismic velocity according to porosity
Wyllie 이론에서 P파 속도를 산출하기 위하여 공극 내 유체 속도에 얼음 속도인 약 4100 m/s를 대입하였으며, 모델의 속도인 에는 약 2580 m/s를 대입하였다. 본 연구에서 모델에 사용한 PLA 필라멘트는 상온에서는 약 2150 m/s이지만 동결된 상태에서는 약 2580 m/s이다. 모델의 PLA 속도는 다공성 모델의 탄성파 축소모형 실험 방법과 동일하게 측정하였다. Fig. 13은 취득한 탄성파 축소모형 실험 결과와 Wyllie 이론 결과를 비교한 그림으로 탄성파 축소모형 실험 결과와 일치하는 것을 확인할 수 있다.
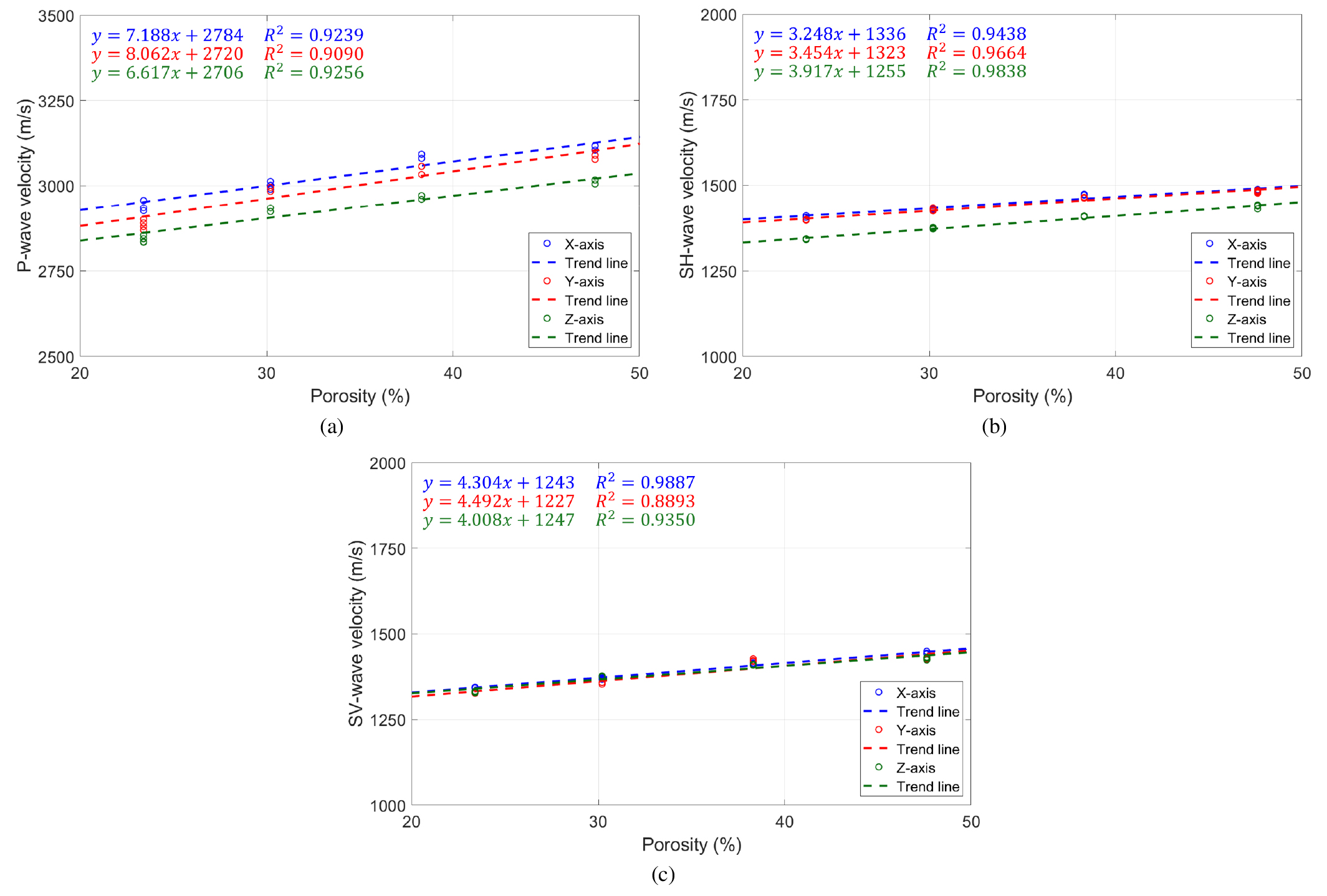
SH파와 SV파도 P파와 동일하게 공극률이 증가함에 따라 속도가 증가하는 것으로 나타났다. 공극률과 탄성파 속도의 관계를 분석하기 위해 1차 다항식의 추세선을 통해 분석하였으며, 공극률과 탄성파 속도는 정비례 관계로 나타났다(Fig. 14). Fig. 14에서 은 신뢰성을 나타내는 결정 계수로 1에 가까울수록 신뢰성이 높다고 판단한다. 공극률과 탄성파 속도의 관계를 분석한 결과에서 은 1에 가깝기 때문에 신뢰성 있는 결과라고 판단하였다.
결 론
본 논문에서는 탄성파 축소모형 실험에서 3D 프린팅을 활용하여 공극률을 제어하고 다공성 모델에 적합한 3D 프린팅 방법을 모색하고 출력하여 3D 프린팅 적용성을 파악하기 위한 연구를 수행하였다. 다공성 모델의 공극률을 제어하기 위하여 공극의 크기는 동일하게 설정하고 공극의 수를 조절하여 공극률을 변화시켰다. 설계한 다공성 모델을 FDM 방식과 SLA 방식의 3D 프린터를 활용하여 출력하였으며, SLA는 공극 내에 레진이 남아있기 때문에 다공성 모델 출력에 적합하지 않는 것을 확인하였다. 출력한 다공성 모델의 공극 내에 얼음을 포화시켜 공극률에 대한 탄성파 속도를 분석하기 위해 탄성파 축소모형 실험을 수행하였다. 탄성파 축소모형 실험을 통해 P파 및 S파 자료를 취득하였으며, 취득한 자료를 바탕으로 탄성파 속도를 산출하고 공극률에 따른 탄성파 속도를 분석하였다.
공극률이 증가함에 따라 P파 및 S파 속도가 증가하는 것을 확인하였으며, 이는 다공성 모델의 매질인 PLA의 속도가 공극 내 부존하고 있는 얼음의 속도보다 느리기 때문이라고 판단하였다. 따라서 다공성 모델에서 공극률의 변화에 따른 탄성파 속도는 공극 내 부존하고 있는 유체 물성의 영향이 크다고 생각된다. 분석한 결과를 검증하기 위하여 P파 속도로 공극률을 산출하는 Wyllie 이론과 공극률에 따른 P파 분석 결과를 비교하였으며, 일치하는 것을 확인하였다. 이후, 1차 다항식의 추세선을 통해 출력한 다공성 모델 외의 공극률에 대한 탄성파 속도 관계를 분석하였으며, 정비례 관계로 나타난 것을 확인하였다.
본 연구를 통해 공극률에 따른 탄성파 전파속도를 계산하였으며, 3D 프린팅을 활용하여 다공성 모델의 공극률 제어가 가능하고 탄성파 축소모형 실험에 적용 가능하다고 판단하였다. 본 연구에서는 공극률을 제어하기 위해 공극의 수를 조절하였지만 다공성 모델의 공극률은 공극 크기, 배열 등에 따라 변화할 수 있기 때문에 추후 연구를 통해 공극 크기, 배열 등에 따른 공극률 제어 및 탄성파 특성 분석이 필요할 것으로 생각된다. 또한, 얼음 외에 다른 유체를 포화시키고 공극 내 유체를 유지할 수 있다면 다양한 유체에 대한 분석이 가능하고 석유·가스탐사, 이산화탄소 지중 저장 등 다양한 분야의 연구에도 활용 가능할 것으로 생각된다.
